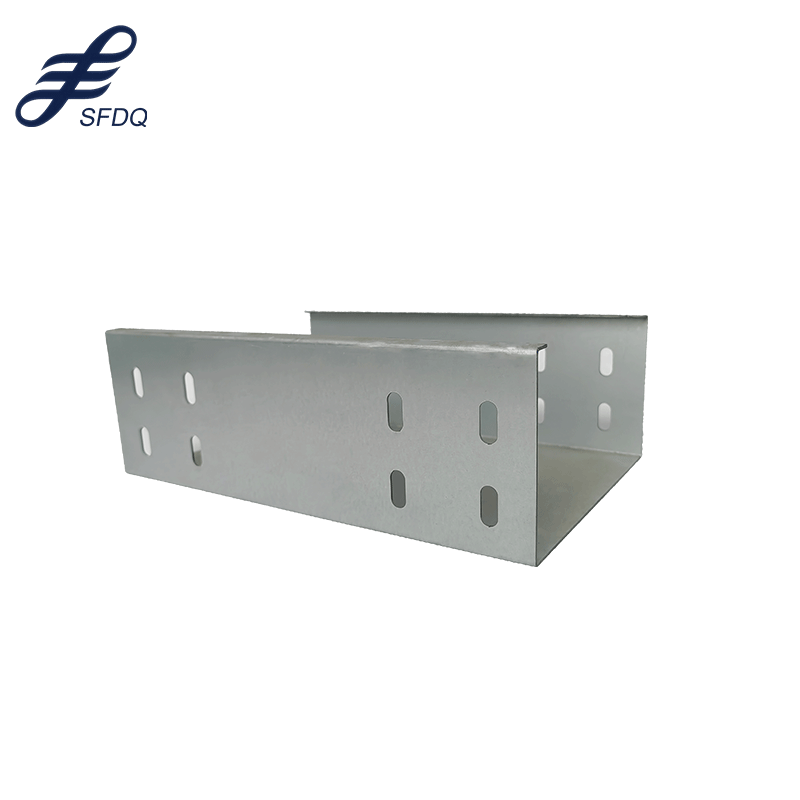
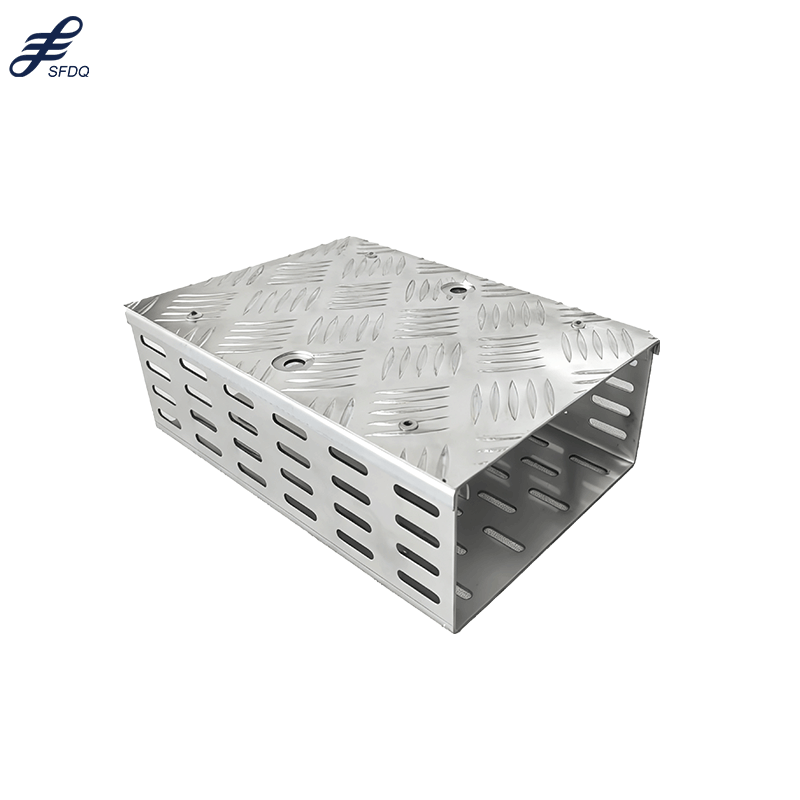
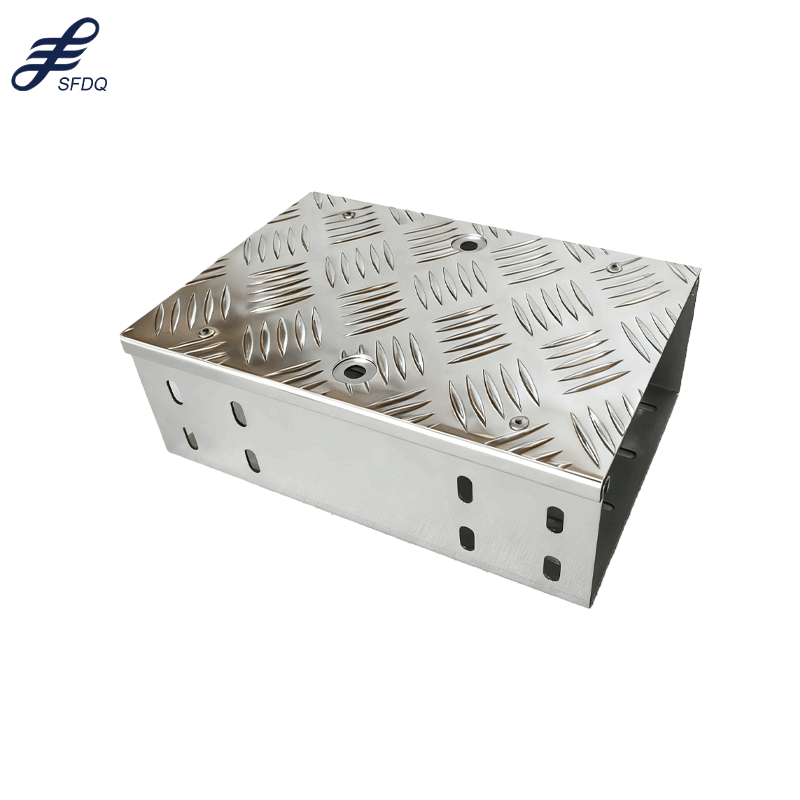
150mm heavy duty cable tray
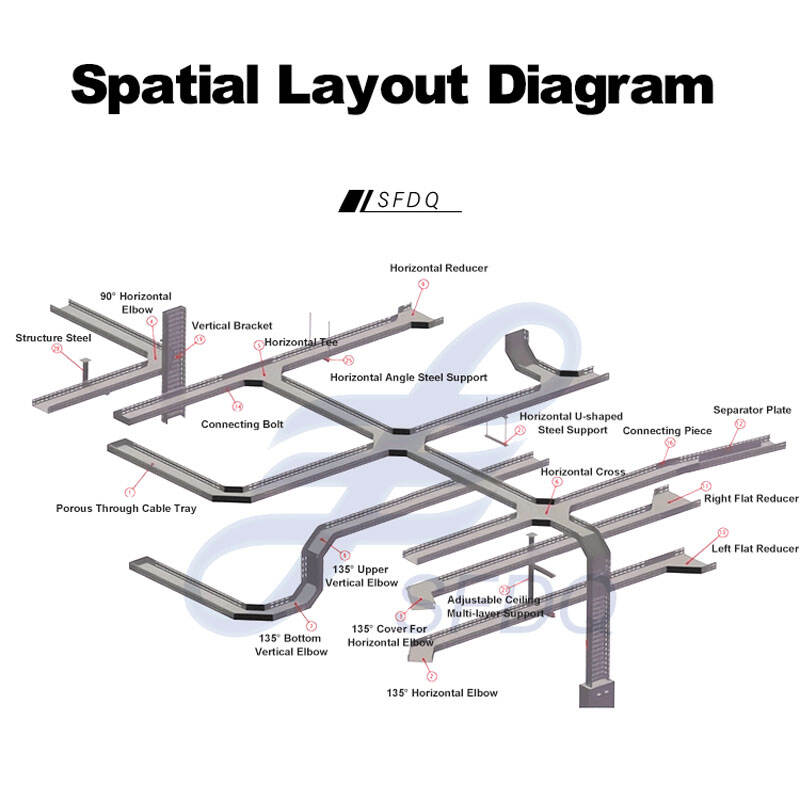
The 150mm heavy duty cable tray represents a cornerstone solution in modern electrical infrastructure management, designed to provide robust support and organization for electrical cables across various industrial and commercial applications. This sophisticated cable management system functions as the backbone of electrical installations, offering secure pathways for power distribution, data transmission, and communication cables in demanding environments. The 150mm heavy duty cable tray incorporates advanced engineering principles to deliver exceptional load-bearing capacity while maintaining structural integrity under extreme conditions. Its primary function centers on creating organized, accessible cable routes that facilitate maintenance operations and ensure compliance with electrical safety standards. The technological features of this cable management solution include precision-engineered dimensions that accommodate substantial cable loads, corrosion-resistant materials that withstand harsh environmental conditions, and modular design elements that enable flexible installation configurations. The 150mm heavy duty cable tray utilizes high-grade materials such as galvanized steel or aluminum alloys, providing superior resistance to chemical exposure, temperature fluctuations, and mechanical stress. Manufacturing processes incorporate advanced welding techniques and quality control measures that guarantee consistent performance across diverse operating conditions. Applications for the 150mm heavy duty cable tray span multiple sectors including industrial manufacturing facilities, commercial buildings, data centers, power generation plants, petrochemical installations, and infrastructure projects. The system proves particularly valuable in environments where cable protection and organization are critical for operational efficiency and safety compliance. Installation versatility allows the 150mm heavy duty cable tray to accommodate various mounting configurations, including overhead suspension, wall-mounted arrangements, and underground installations. The tray design incorporates ventilation features that promote air circulation around cables, preventing heat buildup and extending cable lifespan. Compatibility with standard electrical accessories and fittings ensures seamless integration with existing infrastructure while providing expansion capabilities for future modifications.