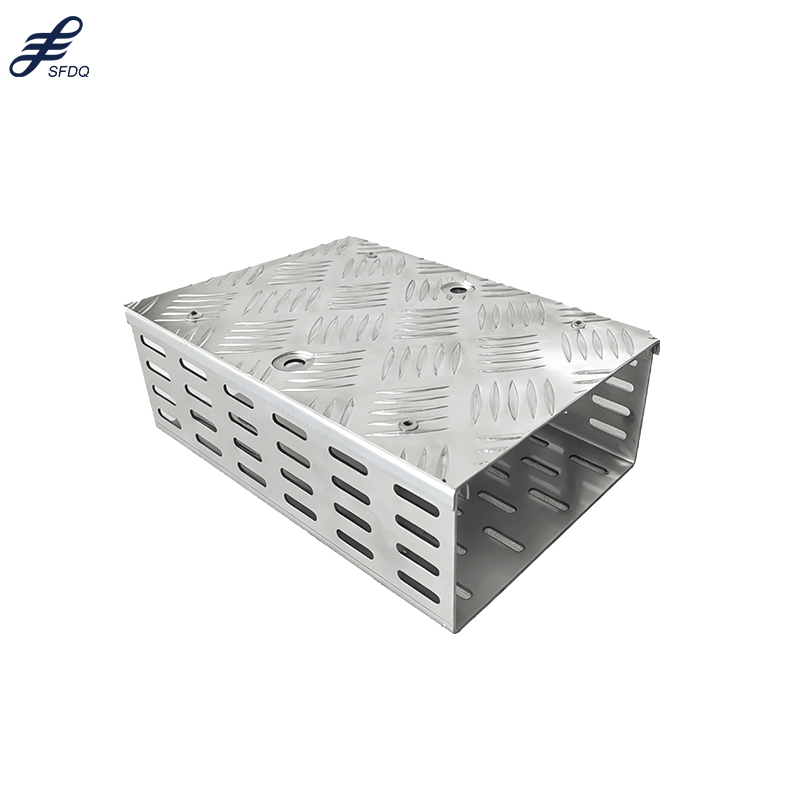
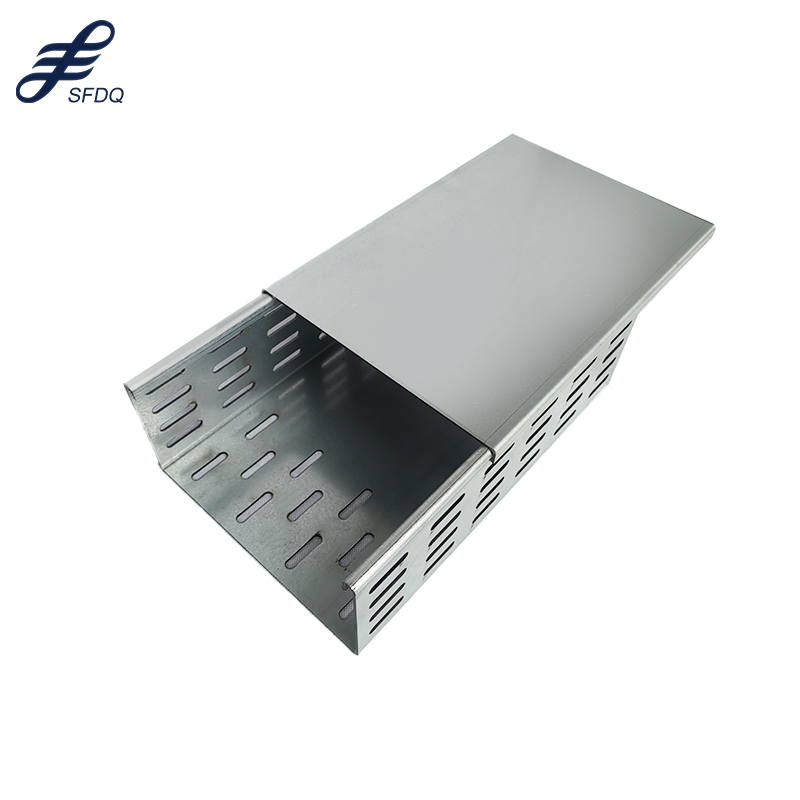
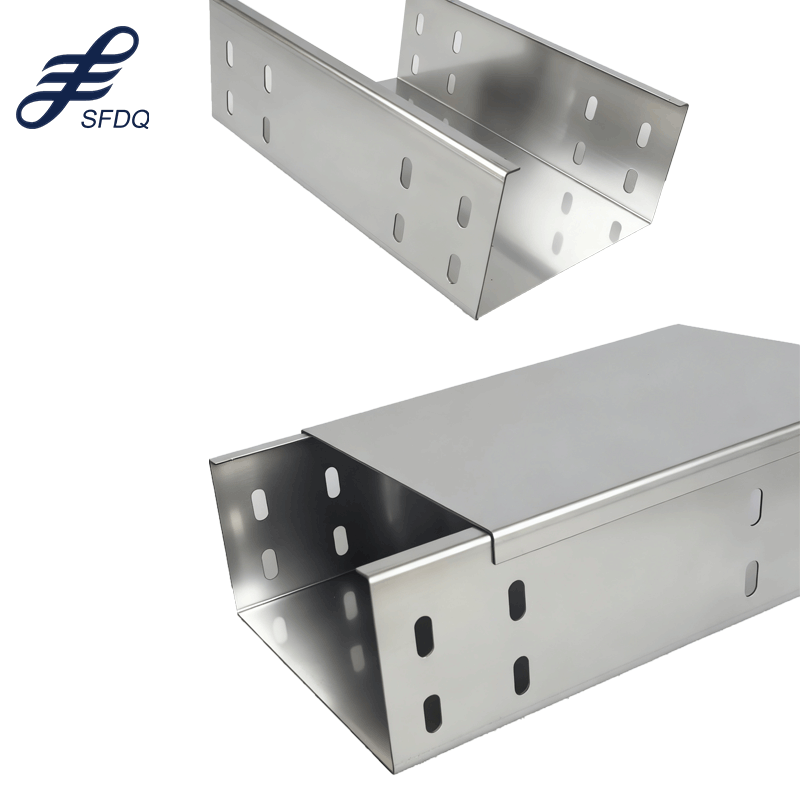
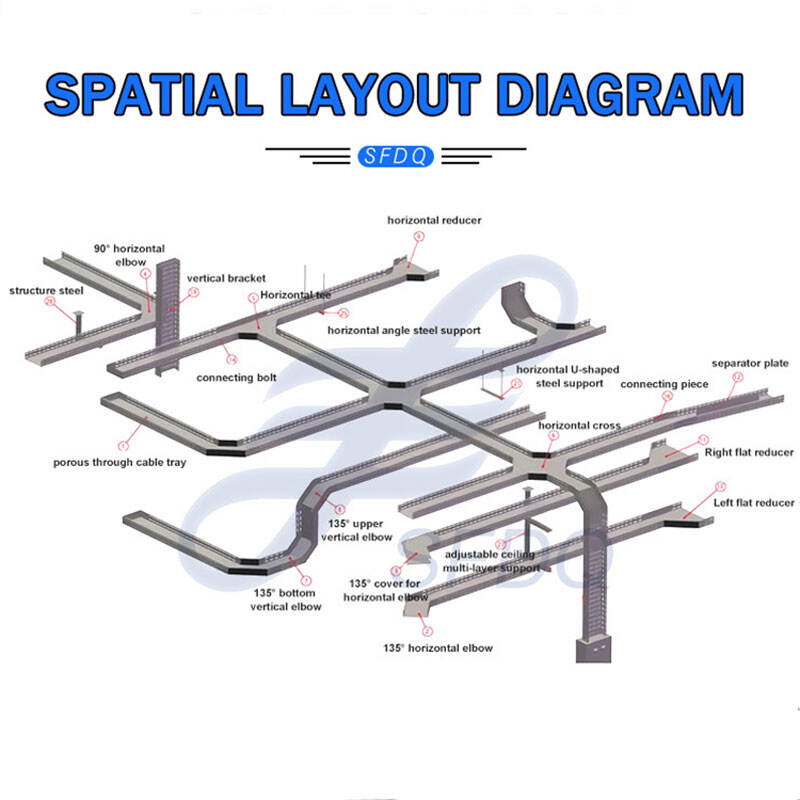
100mm heavy duty cable tray
The 100mm heavy duty cable tray represents a robust infrastructure solution designed to support and organize electrical cables in demanding industrial environments. This specialized cable management system features a 100-millimeter width that provides optimal space for multiple cable runs while maintaining structural integrity under substantial loads. The 100mm heavy duty cable tray incorporates advanced engineering principles to deliver superior performance in challenging conditions where standard cable trays may fail. Manufacturing processes utilize high-grade steel or aluminum materials that undergo precision forming and surface treatment to ensure long-lasting durability. The primary function of this cable tray system involves creating organized pathways for electrical wiring installations, preventing cable damage while facilitating maintenance access. Technological features include reinforced side rails, integrated mounting brackets, and modular connection systems that simplify installation procedures. The 100mm heavy duty cable tray accommodates various cable types including power distribution lines, control circuits, and communication networks. Load-bearing capacity exceeds industry standards, supporting weights that would compromise lesser cable management solutions. Corrosion resistance treatments protect against environmental factors such as moisture, chemical exposure, and temperature fluctuations. Applications span across manufacturing facilities, power generation plants, data centers, commercial buildings, and infrastructure projects. The versatile design permits both horizontal and vertical installations with appropriate support spacing. Fire-resistant coatings enhance safety compliance in critical applications where flame spread prevention is essential. Ventilation slots promote air circulation around cables, preventing overheating that could lead to insulation degradation. The 100mm heavy duty cable tray system integrates seamlessly with existing electrical infrastructure while providing expansion capabilities for future cable additions. Quality assurance testing ensures each component meets rigorous performance standards before deployment in field applications.