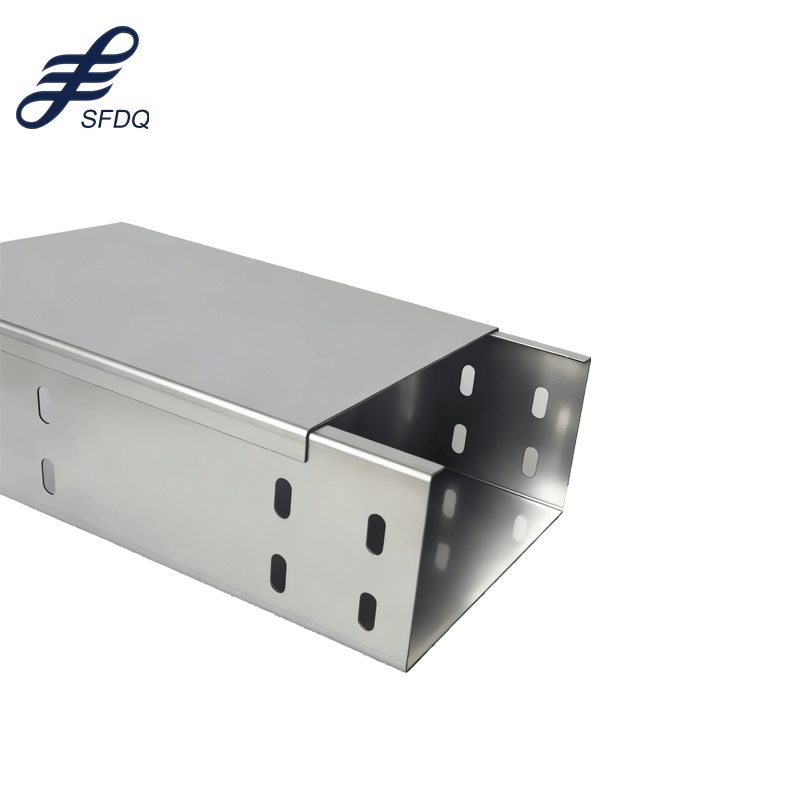
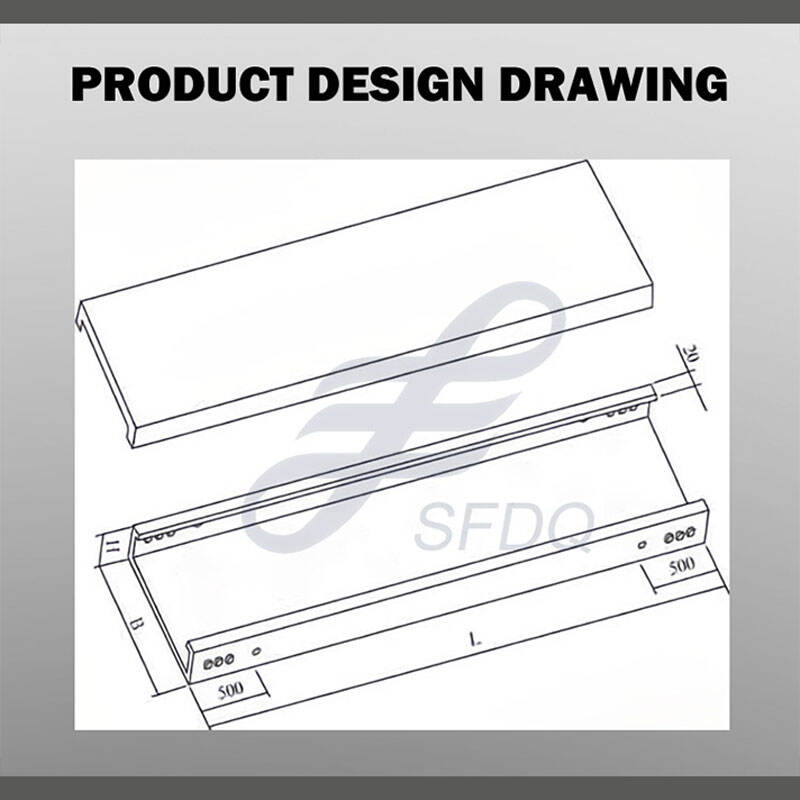
heavy duty cable rack
A heavy duty cable rack represents an essential infrastructure solution designed to organize, support, and protect electrical cables in demanding industrial environments. These robust systems provide systematic cable management for manufacturing facilities, data centers, power plants, and other high-capacity installations where reliable electrical distribution is critical. The heavy duty cable rack construction typically features reinforced steel or aluminum frameworks engineered to withstand substantial weight loads while maintaining structural integrity under challenging conditions. Modern cable rack systems incorporate modular designs that allow for flexible configuration and easy expansion as electrical requirements evolve. The primary function of a heavy duty cable rack involves creating orderly pathways for power cables, control wires, and communication lines while preventing cable damage from environmental factors or mechanical stress. These systems facilitate efficient installation processes and simplify future maintenance procedures by providing accessible routing solutions. Advanced heavy duty cable rack designs include features such as adjustable mounting brackets, integrated grounding systems, and corrosion-resistant coatings that extend operational lifespan. The technological sophistication of contemporary cable rack systems encompasses precision-engineered components that ensure optimal load distribution and minimize installation time. Fire-resistant materials and ventilation considerations are integrated into heavy duty cable rack designs to meet stringent safety standards. Applications span across diverse industries including petrochemical plants, mining operations, renewable energy facilities, and large-scale commercial buildings where electrical infrastructure demands exceed standard cable management capabilities. The heavy duty cable rack systems provide scalable solutions that accommodate varying cable types and quantities while maintaining compliance with electrical codes and safety regulations. Professional installation teams rely on these systems to create organized electrical distributions that support operational efficiency and regulatory compliance in complex industrial environments.